
ГОСТ 2170-2016 Ленты из никеля и низколегированных сплавов никеля. Технические условия
| Замененный | ГОСТ 2170-73 |
Область применения
Настоящий стандарт распространяется на ленты из никеля и низколегированных сплавов никеля, применяемые в электронной технике и других отраслях промышленности.

Сортамент
Толщина ленты и предельные отклонения по толщине должны соответствовать указанным в таблице 1.
Таблица 1 - Толщина ленты и предельные отклонения
| Номинальная толщина | Предельное отклонение по толщине ленты точности изготовления | ||
|---|---|---|---|
| нормальной | повышенной | высокой | |
| 0,05 | 0/-0,01 | - | 0/-0,005 |
| 0,55 | 0/-0,01 | - | 0/-0,005 |
| 0,06 | 0/-0,01 | - | 0/-0,005 |
| 0,07 | 0/-0,01 | - | 0/-0,005 |
| 0,08 | 0/-0,01 | - | 0/-0,005 |
| 0,09 | 0/-0,01 | - | 0/-0,005 |
| 0,10 | 0/-0,02 | 0/-0,015 | 0/-0,010 |
| 0,12 | 0/-0,02 | 0/-0,015 | 0/-0,010 |
| 0,13 | 0/-0,02 | 0/-0,015 | 0/-0,010 |
| 0,15 | 0/-0,02 | 0/-0,015 | 0/-0,010 |
| 0,18 | 0/-0,02 | 0/-0,015 | 0/-0,010 |
| 0,20 | 0/-0,03 | 0/-0,015 | 0/-0,010 |
| 0,22 | 0/-0,03 | 0/-0,02 | 0/-0,010 |
| 0,25 | 0/-0,03 | 0/-0,02 | 0/-0,015 |
| 0,30 | 0/-0,04 | 0/-0,03 | 0/-0,015 |
| 0,35 | 0/-0,04 | 0/-0,03 | — |
Примечания:
- Допускается изготовление лент промежуточных размеров по толщине с предельными отклонениями для следующего большего размера;
- Теоретическая масса 1 м2 лент приведена в приложении А;
- Знак «—» обозначает, что предельное отклонение по толщине повышенной точности лент толщиной 0,06—0,09 мм и высокой точности для лент толщиной 0,35—2,00 мм не нормируют;
- Окончание таблицы 1 смотреть в прикрепленном pdf-файле.
Ширина лент и предельные отклонения по ширине в зависимости от толщины должны соответствовать указанным в таблице 2.
Таблица 2 - Ширина лент и предельные отклонения по ширине
| Номинальная ширина | Предельное отклонение по ширине при толщине ленты | |||||
|---|---|---|---|---|---|---|
| От 0,05 до 0,45 вклк*, | Св 0,45 до 1,00 включ | Св 1,00 до 2,00 включ | ||||
| Нормальной точности | Повышенной точности | Нормальной точности | Повышенной точности | Нормальной точности | Повышенной точности | |
| 10, 12, 15, 18, 20, 25, 30, 32, 35, 40,41,45, 48, 50, 52, 55, 60, 63, 66, 70, 75, 80,85, 90, 95, 100 | 0/-0,4/(+0,4) | 0/-0,2/(+0,2) | 0/-0,5/(+0,5) | 0/-0,2/(+0,2) | 0/-0,8/(+0,8) | 0/-0,2/(+0,2) |
| 105, 110, 115, 120, 125, 130, 135, 140, 145, 150, 160, 170, 175, 180, 200 | 0/-0,4/(+0,4) | 0/-0,5/(+0,4) | 0/-0,3/(+0,5) | 0/-0,3/(+0,2) | 0/-0,8/(+0,8) | 0/-0,4/(+0,2) |
| 220, 230, 240, 250, 280, 300 | - | - | 0/-0,8 | 0/-0,3 | 0/-1,0 | 0/-0,5 |
Примечания:
- Ленты изготовляют толщиной 0,05—0,09 мм, шириной 10—175 мм. толщиной 0,10—0,35 мм, шириной 10—200 мм. толщиной 0,40—2,00 мм, шириной 20—300 мм;
- Предельные отклонения, указанные в скобках, применяют в договорно-правовых отношениях;
- Допускается изготовление лент промежуточных размеров по ширине с предельными отклонениями для следующего большего размера;
- Мягкие зачищенные ленты изготовляют только нормальной точности по ширине.
Ленты изготавливают двух групп по длине: А и Б. Длина ленты должна соответствовать указанной в таблице 3.
Таблица 3 - Длина ленты
| Толщина ленты, мм | Длина, м, не менее | |
|---|---|---|
| А | Б | |
| До 0,25 включ | 30 | 15 |
| От 0,30 до 0,45 включ | 20 | 10 |
| От 0,50 до 1,00 включ | 12 | 6 |
| От 1,10 до 2,00 включ | 6 | 3 |
Примечания:
- В группу А допускается включать до 15% лент группы Б Допускается в группу Б включать до 10% лент меньшей длины, но не менее 40% от установленной в группе Б, при этом минимальная длина ленты должна быть не менее 2.5 м;
- По требованию потребителя изготовление лент длиной менее указанной в таблице 3 не допускается;
- По согласованию потребителя с изготовителем ленты толщиной 0,10—0,50 мм изготовляют длиной не менее 100 м Ленты указанной длины допускается изготовлять со сварными швами.
Условные обозначения лент проставляют по схеме:
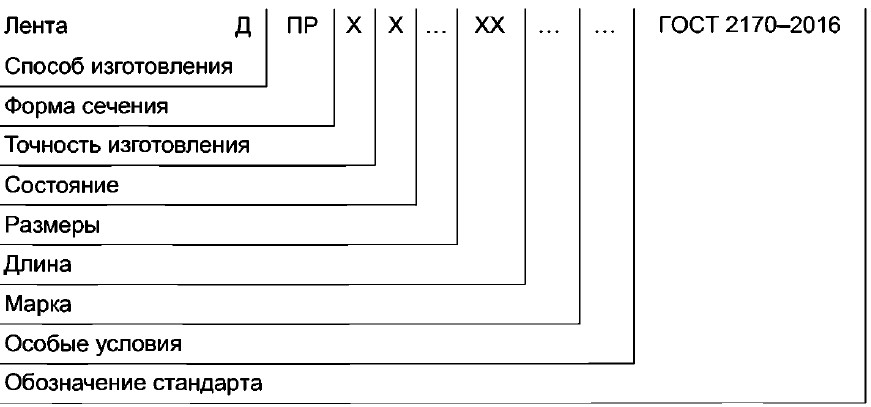
При этом итспользуют следующие сокращения:
Способ изготовления: холоднокатанные - Д;
Форма сечения: прямоугольная - ПР;
Точность изготовления:
- Нормальная по толщине и ширине — Н;
- Нормальная по толщине и повышенная по ширине — К;
- Повышенная по толщине и нормальная по ширине — И;
- Повышенная по толщине и ширине — П;
- Высокая по толщине и нормальная по ширине — В;
- Высокая по толщине и повышенная по ширине — Л.
Состояние:
- Мягкое — М;
- Полутвердое — П;
- Твердое — Т.
Длина:
- Немерная группа А — НА;
- Немерная группа Б — НБ.
Особые условия:
- Для деталей электровакуумных и полупроводниковых приборов — ЭП;
- Для изделий электротехнической промышленности, подвергаемая испытаниюна перегиб — ЭТ.
Примеры условных обозначений:
Лента холоднокатаная, прямоугольная, нормальной точности изготовления по толщине и ширине, твердая, толщиной 0,70 мм, шириной 200 мм, немерной длины группы А, из никеля марки НП2:
Лента ДПРНТ 0,70*200 НА НП2 ГОСТ 2170—2016
Лента холоднокатаная, прямоугольная, повышенной точности изготовления по толщине и нормальной точности по ширине, мягкая, толщиной 0,20 мм, шириной 100 мм, немерной длины группы Б, из никеля марки НП2Э, для изделий электротехнической промышленности, подвергаемая испытанию на перегиб:
Лента ДПРИМ 0,20* 100 НД НП2Э ЭТ ГОСТ 2170—2016
Технические требования
Ленты изготовляют в соответствии с требованиями настоящего стандарта из никеля марок НП1, НП2, НПЗ, НП4 с химическим составом по ГОСТ 492 и НПОЭви; НП1Эв; НП2Э, НК0,04; НК0,2Э; НМг; НМг0,1; НВЗ; НМг0,05в; НМг0,08в; НВЗв; НВМгЗ—0,05в; НВМгЗ—0,08в; Нка0,07 с химическим составом по ГОСТ 19241.
По согласованию потребителя с изготовителем в лентах из никеля марок НП2Э; НК0,04; НК0,2Э допускается массовая доля цинка до 0,007%.
Ленты изготовляют холоднокатаными в мягком, полутвердом и твердом состояниях.
Мягкие ленты толщиной 0,15 мм и более, шириной более 60 мм изготовляют со сплошной двусторонней зачисткой поверхности стальными щетками.
По согласованию потребителя с изготовителями ленты толщиной менее 0,15 мм изготовляют со сплошной зачисткой поверхности стальными щетками.
По согласованию изготовителя с потребителем ленты из никеля марок НПОЭви; НП1Эв; НП2Э; НК0,2Э; Нмг0,05в; Нмг0,08в; НВЗв; НВМгЗ—0,05в; НВМгЗ—0,08в изготовляют без сплошной зачистки поверхности стальными щетками.
Поверхность лент должна быть свободной от загрязнений, затрудняющих ее осмотр, и гладкой, без плен, трещин, пузырей, расслоений, окалины, раковин, вмятин, царапин и закатов.
На поверхности лент допускаются местные риски, вмятины, уколы, рябоватость, отпечатки от валков, не выводящие ленты при контрольной зачистке за половину предельных отклонений по толщине, а также цвета побежалости и местные потемнения.
Следы невыгоревшей смазки, цвета побежалости и местные потемнения на поверхности лент, предназначенных для изготовления деталей электровакуумных и полупроводниковых приборов, не допускаются.
На зачищенной поверхности допускаются местные светлые пятна и полосы.
Допускается качество поверхности лент устанавливать по образцам, согласованным между потребителем и изготовителем.
Ленты должны быть ровно обрезаны и не должны иметь заусенцев, которые существенно влияют на использование лент по назначению. Не допускаются волнистая, мятая, забитая и рваная кромки.
Серповидность лент не должна превышать 3 мм на 1 м длины.
По требованию потребителя изготавливают ленты повышенной точности по серповидности, не превышающей 2 мм на 1 м длины.
Мягкие, зачищенные ленты изготовляют только нормальной точности по серповидности.
Механические свойства лент должны соответствовать указанным в таблице 4.
Таблица 4 - Механические свойства лент
| Состояние материала | Временное сопротивление, σв МПа (кгс/мм2); не менее, марок | Относительное удлинение, δ, %, не менее, марок | ||||
|---|---|---|---|---|---|---|
| НП1; НП2; НПЗ; НП4; НП2Э; НК0.04; НК0.2Э; НМг; НМг0,1; НВЗ | НПОЭви; НП1Эв; НВЗв; Нмг0,05в; Нмг0,08в; НВМг—0,05в; НВМг—0,08в | НП1; НП2; НПЗ; НП4; НП2Э; НК0.04; НК0.2Э; НМг; НМг0,1; НВЗ | НПОЭви; НП1Эв; НВЗв; Нмг0,05в; Нмг0,08в; НВМг—0,05в; НВМг—0,08в | |||
| δ10 | δ5 | δ10 | δ5 | |||
| Мягкое | 390(40) | 340 (35) | 32 | 35 | 30 | 31 |
| Полутвердое | 440(45) | 440 (45) | 10 | 12 | 10 | 12 |
| Твердое | 540(55) | 540 (55) | 2 | 3 | 2 | 3 |
Примечания
- Временное сопротивление определяют для лент толщиной 0,25 мм и более, а относительное удлинение — для лент толщиной 0,5 мм и более;
- Относительное удлинение определяют на длинных или коротких образцах. Если в заказе неуказывается, какое относительное удлинение необходимо определять, то выбор остается за изготовителем лент;
- По согласованию изготовителя с потребителем ленты изготовляют повышенной прочности с временным сопротивлением в полутвердом состоянии — не менее 490 МПа (50 кгс/мм2); в твердом состоянии — не менее 590 МПа (60 кгс/мм2).
Глубина выдавливания при испытании на вытяжку сферической лунки должна соответствовать указанной в таблице 5.
Таблица 5 - Глубина выдавливания
| Состояние материала | Глубина выдавливания при радиусе Пуансона | |||
|---|---|---|---|---|
| 4 | 10 | |||
| при толщине ленты | ||||
| 0.05-0.09 | 0.10-0.18 | 0.20-0,25 | 0,30-0,50 | |
| Мягкое | 2.5 и более | 7.0 и более | 7.5 и более | 8.0—11,0 |
| Полутвердое | — | 4,5—7.0 | 5.0—7.5 | 6,0—8,0 |
Примечание: знак «—» означает, что испытание не проводится.
Для лент в мягком состоянии толщиной 0,25—0,50 мм определяют временное сопротивление или глубину выдавливания. Если в заказе не указывается вид испытания, то выбор остается за изготовителем лент.
По требованию потребителя для лент в мягком состоянии толщиной 0,25—0,50 мм определяют временное сопротивление и глубину выдавливания.
По требованию потребителя ленты в мягком состоянии толщиной 0,20—0,25 мм изготовляют с глубиной выдавливания 7,5— 10,0 мм.
По согласованию изготовителя с потребителем ленты в мягком состоянии марок НП2 и НП2Э изготовляют с регламентированной величиной зерна. Величина зерна должна быть не крупнее 0,05 мм.
По требованию потребителя ленты в мягком состоянии толщиной 0,12—0,30 мм из никеля марок НП2 и НП2Э, предназначенные для изделий электротехнической промышленности, должны выдерживать не менее 10 перегибов при испытании на перегиб.
Полный текст ГОСТ 2170-2016 прикрепленном pdf-файле
Скачать ГОСТ 2170-2016
 ГОСТ 2170-2016 в pdf
ГОСТ 2170-2016 в pdf Ссылки на другие стандарты
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 492-2006 Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением. Марки
ГОСТ 19241-80 Никель и низколегированные никелевые сплавы, обрабатываемые давлением. Марки
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия


