
ГОСТ 8036-2013 Ленты из латуни марки Л90. Технические условия
| Замененный | ГОСТ 8036-79 |
Область применения
Настоящий стандарт распространяется на ленты из латуни марки Л90. применяемые для производства элементов целевых патронов.

Сортамент
Толщина и ширина ленты и предельные отклонения по ним должны соответствовать указанным в таблице 1.
Таблица 1 - Толщина и ширина ленты и предельные отклонения
| Толщина | Ширина | ||
|---|---|---|---|
| Номинальная | Предельное отклонение | Номинальная | Предельное отклонение |
| 0,50 | ±0,02 | 52,0;60,0 | -0,4 |
| 0,56 | ±0,02 | 81,5 | -0,4 |
| 0,65 | ±0,02 | 52,0 | -0,4 |
| 0,70 | +0,02/-0,03 | 38,0 | -0,4 |
| 0,70 | +0,02/-0,03 | 42,0 | -0,4 |
| 0,70 | +0,02/-0,03 | 44,0 | -0,4 |
| 0,70 | +0,02/-0,03 | 105,0 | -0,4 |
| 0,75 | +0,02/-0,03 | 64,0 | -0,4 |
| 1,08 | +0,02/-0,03 | 137,5 | -0,7 |
Примечания:
- Допускается изготовление лент промежуточных размеров по толщине и отклонениями для следующего большего размера.
- Теоретическая масса 1 м2 лент приведена в приложении А.
Длина лент должна быть не менее 20 м - при толщине лент до 1.00 мм включительно и не менее 10 м - при толщине лент свыше 1.00 мм.
Допускается изготовление лент меньшей длины, но не менее 5 м в количестве не более 10 % массы партии.
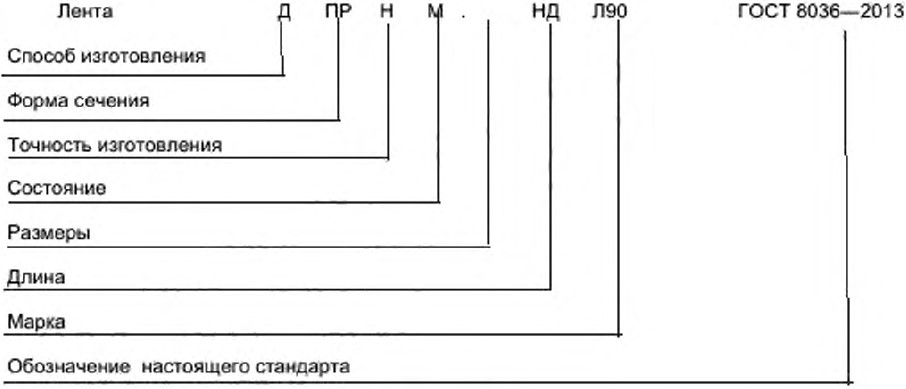
При этом применяют следующие сокращения:
Способ изготовления: холоднокатаная - Д;
Форма сечения: прямоугольная - ПР;
Точность изготовления: нормальная - Н;
Состояние материала: мягкая - М;
Длина: немерная - НД.
Пример условного обозначения ленты холоднокатаной, прямоугольного сечения, нормальной точности изготовления, мягкой, толщиной 0.70 мм: ширимой 42.0 мм. немерной длины из латуни марки Л90:
Лента ДПРНМ 0.70x42.0 НДЛ90 ГОСТ 8036—2013
Технические требования
Ленты изготовляют в соответствии с требованиями настоящего стандарта из латуни марки Л90 с химическим составом по ГОСТ 15527.
По состоянию материала ленты изготовляют мягкими.
Поверхность лент должна быть свободной от загрязнений, затрудняющих ее осмотр.
На поверхности допускаются отдельные дефекты: трещины, разрывы, пузыри, окалина, плены, наколы, раковины, царапины, вмятины, не выводящие ленты при контрольной зачистке за предельные отклонения по толщине.
Допускаемые потемнения, омеднение и цвета побежалости на поверхности лент устанавливают по образцам, согласованным между изготовителем и потребителем.
Ленты должны быть ровно обрезаны и не должны иметь заусенцев, которые существенно влияют на использование лент по назначению. Мятая и рваная кромка не допускается. Допускается небольшая волнистость, исчезающая при контрольном изгибе.
Серповидность лент не должна превышать 3 мм на 1 м длины.
Механические свойства лент должны соответствовать, приведенным в таблице 2.
Таблица 2 - Механические свойства
| Способ изготовления | Состояние материала | Временное сопротивление, МПа | Относительное удлинение, %, не менее | |
|---|---|---|---|---|
| мин. | макс. | |||
| Холоднокатаные | Мягкие | 250 | 340 | 38 |
Примечание: верхний предел временного сопротивления гложет быть выше, но не более чем на 20 МПа при сохранении относительного удлинения.
По требованию потребителя ленты изготовляют с регламентированной величиной зерна. Лента должна иметь величину зерна при 100-кратном увеличении не крупнее микроструктуры №5 по ГОСТ 21073.1.
Полный текст ГОСТ 8036-2016 прикрепленном pdf-файле
Скачать ГОСТ 8036-2013
 ГОСТ 8036-2013 в pdf
ГОСТ 8036-2013 в pdf Ссылки на другие стандарты
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия


