
ГОСТ 9498-79 Слитки из алюминия и алюминиевых деформируемых сплавов плоские для проката. Технические условия
Область применения
Настоящий стандарт распространяется на плоские слитки, отлитые из алюминия и алюминиевых деформируемых сплавов методом полунепрерывного или непрерывного литья и предназначенные для прокатки на листы, ленты и другие полуфабрикаты.
Стандарт полностью соответствует СТ СЭВ 831-86.

|
Марки стали |
Si (Кремний) |
Mn (Марганец) |
Cr (Хром) |
Ti (Титан) |
Al (Алюминий) |
Cu (Медь) |
Pb (Свинец) |
As (Мышьяк) |
Fe (Железо) |
Zn (Цинк) |
Mg (Магний) |
Na (Натрий) |
||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| АМг3 | 0,5 - 0,8 | 0,3 - 0,6 | < 0,05 | < 0,1 | остальное | < 0,1 | < 0,15 | < 0,015 | < 0,5 | < 0,2 | 3,2 - 3,8 | < 0,001 | ||
| АМг2 | < 0,4 | 0,2 - 0,6 | < 0,05 | < 0,1 | остальное | < 0,1 | < 0,15 | < 0,015 | < 0,4 | < 0,05 | 1,8 - 2,6 | < 0,001 |
Сортамент
Форма и размеры слитков из алюминия и алюминиевых деформируемых сплавов должны соответствовать чертежам 1 или 2 и табл. 1 и указываться в заказе-наряде.
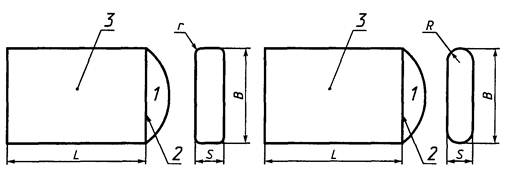
1 - донник; 2 - мнимая линия; 3 - донная часть
Чертеж 1 Чертеж 2
Радиус закругления ребер r (черт. 1) должен быть не более 20 мм, R (черт. 2) - не более 445 мм.
По согласованию изготовителя с потребителем допускается замена плюсовых предельных отклонений по толщине и длине слитков на минусовые и изменение формы донника. Донником (для необрезанных слитков) считается (черт. 1 и 2) часть слитка, расположенная на расстоянии не более 200 мм от торца слитка до мнимой линии, измеряемом по середине широкой грани слитка.
Таблица 1 - Размеры
| Толщина S | Ширина В | Длина L | |||||
|---|---|---|---|---|---|---|---|
| Номинальная | Предельное отклонение | Номинальная | Предельное отклонение | Предельное отклонение | |||
| литье в кристаллизатор скольжения | литье в электромагнитный кристаллизатор | литье в кристаллизатор скольжения | литье в электромагнитный кристаллизатор | для слитков мерной длины | для слитков немерной длины | ||
| От 100 до 200 включ. | +5 | - | От 400 до 800 включ. | +7 -4 | - | +20 | +150 |
| От 100 до 200 включ. | +5 | - | Св. 800 | +10 -5 | - | +30 | +150 |
| Св. 200 до 450 включ. | +6 | ±10 | Св. 800 до 1300 включ. | +10 -5 | +20 -5 | +30 | +150 |
| Св. 200 до 450 включ. | +6 | ±10 | Св. 1300 | ±10 | +25 -5 | +30 | +150 |
| Св. 450 до 600 включ. | +9 | ±15 | От 1000 до 1300 включ. | ±10 | +20 -5 | +30 | +150 |
| Св. 450 до 600 включ. | +9 | ±15 | Св. 1300 | +15 -10 | +25 -10 | +30 | +150 |
Длина слитка определяется без учета донника.
Технические требования
Слитки изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Слитки изготовляют из алюминия по ГОСТ 11069-74 и алюминиевых сплавов марок АД0, АД1, АМг2, АМг3, АМц, ММ по ГОСТ 4784-97 и марки AMг1M1 с химическим составом в соответствии с таблицей. Химический состав слитков может быть установлен по согласованию с потребителем.
При производстве слитков из алюминия технической чистоты допускается введение модификатора титана или титан плюс бор в количестве до 0,02 % для алюминия марки А8 и до 0,03 % для алюминия марок А7, А6, А5 и А0. По согласованию изготовителя с потребителем допускается увеличение массовой доли титана до 0,05 %. Содержание модификатора не учитывается в общей сумме примесей при определении марки алюминия.
Массовая доля натрия в сплавах АМг2, Амг3 и АМгМ1 не должны быть более 0,001 %.
В слитках алюминия технической чистоты по ГОСТ 11069 отношение примесей железа к кремнию должно быть не менее 1. К обозначению марки такого металла добавляется буква П. При цветной маркировке добавляется наклонная полоса того же цвета, что и вертикальные полосы. По требованию потребителя допускается производство слитков с отношением примесей железа к кремнию менее 1.
В слитках из алюминия всех марок, предназначенных для изготовления посуды, содержание свинца не должно быть более 0,15 %, мышьяка - 0,015 %.
Слитки, предназначенные для производства тонкой фольги, изготовляются из алюминия марок А5 и А6, с отношением содержания железа к кремнию не менее 1,5.
Слитки для производства фольги, предназначенной для изготовления:
- Высокоемких электролитических конденсаторов, отливаются из алюминия на основе марки А99 с массовой долей примесей железа 0,003-0,006 %, кремния 0,003-0,006 %, меди не более 0,005 %, цинка не более 0,002 %, титана не более 0,001 %, суммой примесей не более 0,020 % и обозначаются А99КВ;
- Оксидных низкоемких конденсаторов, отливаются из алюминия на основе марки А99 с массовой долей примеси меди не более 0,005 % и обозначаются А99КН.
Для получения проката со специальными свойствами по согласованию изготовителя с потребителем допускается легирование алюминия добавками, содержание которых указывается в документе о качестве и не учитывается при определении марки алюминия.
Слитки поставляются без обрезки торцов и фрезерования поверхности. По согласованию изготовителя с потребителем допускается поставка слитков с обрезанными торцами, разрезанных на мерные части с фрезерованной поверхностью, а также слитков в гомогенизированном состоянии.
Слитки, предназначенные для изготовления тонкой фольги, поставляются с обрезанной донной частью на 250-50 мм и литниковой частью на 150-30 мм.
Слитки должны иметь однородную структуру. В слитках не должно быть раковин, трещин, газовых пузырей, пористости и расслоений.
На макрошлифах поперечных сечений слитков не допускаются включения площадью более 1 мм2 каждое в количестве, приведенном в таблице 4.
Таблица 2 - Допустимое количество включений на макрошлифе поперечного сечения слитка
| Размеры слитка, мм | алюминий | алюминиевые сплавы |
|---|---|---|
| Толщина до 200 включ., ширина до 800 включ. | 2 | 3 |
| Толщина св. 200 до 400 включ., ширина св. 800 до 1600 включ. | 3 | 5 |
Для слитков толщиной более 400 мм, шириной более 1200 мм допускаемое количество включений на макрошлифе поперечного сечения слитка устанавливается по согласованию с потребителем.
Для слитков, предназначенных для производства тонкой фольги марок А6 и А5, величина штрихдефектов не должна быть более 0,5 мм/см2.
В необработанной краевой зоне слитков из алюминиевых деформируемых сплавов допускается наличие пор глубиной, не превышающей значений, приведенных в таблице 3.
Необработанная поверхность слитков должна быть без раковин, трещин, неслитин и посторонних включений.
На малых гранях и ребрах слитков допускаются вмятины от захватов подъемного механизма.
Допускаемые дефекты поверхности слитков (наплывы, неслитины на закруглениях ребер, вырубки и следы зачистки, вмятины) не должны превышать приведенных в таблице 3.
Таблица 3 - Высота (глубина) дефектов поверхности
| Толщина слитков, мм | слитки из алюминия | слитки из алюминиевых сплавов | |
|---|---|---|---|
| литье в кристаллизатор скольжения | литье в электромагнитный кристаллизатор | ||
| До 200 включ. | 3 | - | - |
| Св. 200 | 5 | 4 | 2 |
По требованию потребителя высота (глубина) дефектов поверхности слитков из алюминия не должна превышать 2 мм для слитков толщиной до 200 мм включительно, 3 мм - для слитков толщиной свыше 200 мм.
Для слитков из алюминиевых сплавов, отлитых в электромагнитный кристаллизатор, допускается волнистость с высотой волны не более 5 мм.
В донной части необрезанных слитков на расстоянии не более 150 мм от мнимой линии (черт. 1 или 2) не должно быть: пережимов глубиной более 15 мм в слитках из алюминия и алюминиевых сплавов; трещин длиной более 70 мм и шириной более 3 мм, наплывов высотой более 8 мм в слитках из алюминиевых сплавов.
Допускаются трещины, неслитины, наплывы, следы вырубки и зачистки на доннике слитков из алюминия и алюминиевых сплавов (черт. 1 или 2).
Литниковая поверхность необрезанных слитков не должна иметь пористости и посторонних включений.
Глубина усадочной раковины не должна превышать 15 мм - для слитков толщиной до 300 мм включ.; 30 мм - для слитков толщиной свыше 300 мм до 450 мм включ.; 60 мм - для слитков толщиной свыше 450 мм до 600 мм включ.
Допускаются следы вырубки и зачистки, окисные плены на литниковой поверхности.
Кривизна по длине слитка (по узкой и широкой граням) не должна быть более 5 мм на 1 м длины, по требованию потребителя - 3 мм на 1 м длины.
Кривизна по длине слитков, используемых для производства тонкой фольги, не должна быть более 3 мм на 1 м длины.
Косина реза слитков с обрезанными торцами или разрезанных на мерные части шириной до 800 мм включительно не должна превышать 10 мм, для слитков шириной до 1500 мм включительно - 15 мм и для слитков шириной свыше 1500 мм - 20 мм.
Содержание водорода в расплаве при литье слитков не должно быть более:
- 0,17 см3/100 г металла для алюминия;
- 0,25 см3/100 г металла для сплава АМц;
- 0,30 см3/100 г металла для сплава ММ;
- 0,35 см3/100 г металла для сплавов АМг2 и AMг1M1;
- 0,40 см3/100 г металла для сплава АМг3.
Скручиваемость плоских слитков устанавливается по требованию потребителя.
Полный текст ГОСТ 9498-1979 в прикрепленном pdf-файле
Скачать ГОСТ 9498-79
 ГОСТ 9498-1979 в pdf
ГОСТ 9498-1979 в pdf 

